

・インタークーラー圧力損失低減加工
これはばくばく工房の加工メニューにあるもので、純正インタークーラーを加工してレスポンスを良くしようと言うものです。
いつかオーダーしたいなぁと思っていたのですが、そのためにはインタークーラーをばくばく工房に郵送しなければなりません。工期は一週間。
車が動かないと仕事や生活に支障をきたすため、二の足を踏んでいました。
そんな中、「こーぴき」さんがDIYでこの加工を成功されました。
僕にも出来るかな?と言うことで、「こーぴき」さんのブログを参考にしてDIYによる加工にチャレンジしました。
|
|
インタークーラーを取り外します(外し方はこちら)。
作業中のフィンの損傷を防ぐために、段ボールで保護をします。
作業の邪魔になるため、インテークダクトとエアバイパスバルブを外します(右写真は、インテークダクトのみ外した状態です)。
 |
 |
この加工における最大の度胸の見せ場がココ!インタークーラー入口側のサイドタンク外しです。
サイドタンクはコアの縁に溶接されているカシメで固定されています。
マイナス・ドライバーを駆使して、このカシメを開くだけでタンクを外すことが出来ます。
「だけ」とは言っても、このカシメを開く作業には度胸が要りました。
相手はアルミ材なので力はそれ程必要ありませんが、柔らかいために折れてしまわないかと心配になります。
実際に折れてしまいそうになることはありませんでしたが・・・。
カシメを起こす際に、カシメが取り付けられているコアの縁の部分が浮き上がってきます。
ちょっと心配になりますが、カシメを戻す時にハンマーで叩いて整形すれば大丈夫です。
 |
 |
カシメを全て開くとサイドタンクが外れます。
コアとサイドタンクの間にはゴムのパッキングが入っています。
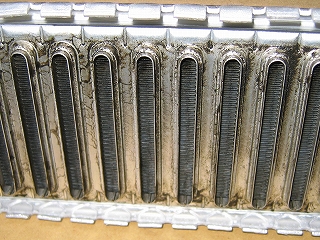
サイドタンク内はオイルでベタベタになっていました。
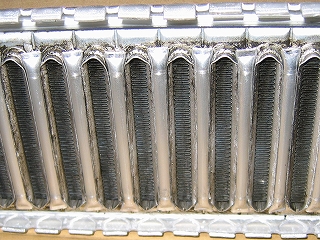
インナーチューブの入口は狭く、壁が切り立つような形になっています。
また、この壁の間は深い谷間になっています。
インテークダクトから進入したエアは、斜めにこの入口に当たると思われるので、この壁は障害になると考えられます。
 |
 |
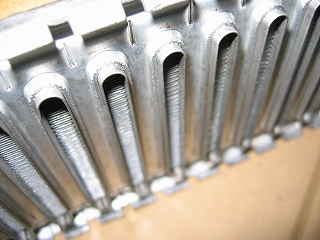
コアの加工です。
先ず5mm径のアルミ製パイプを、パイプカッターを使用して65mmにカットします。
パイプの両端はペンチでつぶしました。つぶした理由は、少しでも空気抵抗の低減になればと思ったからで、深い理由はありません。
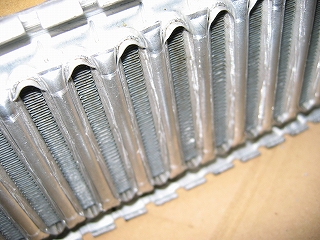
インナーチューブ入口の谷間にパイプを置き、壁を広げてこのパイプを固定します。
この加工によって、インナーチューブ入口はファンネル形状になります。
 |
 |
 |
 |
サイドタンクの加工です。
サイドタンクのインテークダクトと接続される部分は段になっており、抵抗・乱流の原因になると考えられます。
コアから外したついでに、この段を削って少しでも抵抗がなくなるように加工します。
コアに付いた状態での削り作業は、気が引けますからね。
削り作業にはフラップホイルを使用し、ヤスリ目は#120を選択しました。
角がなくなって、滑らかなラインになったのが分かりますか?
 |
 |
サイドタンクの組み立てです。
ゴミが混入しないように十分に注意してサイドタンクとコアの間にパッキングをはさみ、四隅をクランプで仮固定します。
コアの縁が広がっている場合は、ハンマーで軽く叩いて整形します。
カシメを戻してサイドタンクを固定します。
僕はウォーターポンププライヤーを使用してカシメを戻しました。

インタークーラーを元に戻して作業終了です。
当然のことですが、外観はまったく変化ありません。
走行インプレッションです。
想像以上に効果がありました。
メタルキャタライザーが装着されているため、ブーストの掛かりは既に十分過ぎる程に早くなっているのですが、更に良くなったような感じです。
中間加速時の軽快感が増しました。
これは効果のある加工ですが、相当なリスクを伴う加工でもあります。
ばくばく工房に発注すると、工賃は31,500円。
加工内容や安全性から考えると、その価値はあると思います。
注: パイプの固定は広げた壁で行いますので、パイプが脱落する可能性は否定できません。
脱落した場合、エンジンが壊れる可能性もありますので、十分に注意して下さい。
加工をされる場合は、自己責任でお願いします。
ばくばく工房では、このパイプを溶接しているのかも知れません。
追記
インタークーラー出口に吸気温度センサーを取り付ける際にインタークーラー出口側のサイドタンクを外したので、ついでにインナーチューブの出口も加工しました。
 |
 |
 |
 |
作業は入口側とまったく同じです。
出口側にこの加工を施した事による効果は・・・? 体感できませんでした。
加工は入口側だけで十分かも知れません。
 |
 |